Sign in


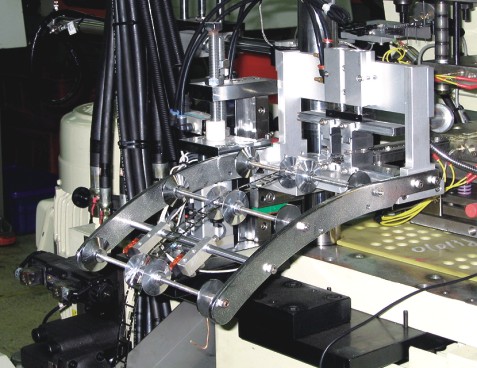
1. Equipped with high precision ball screw, driving& moving controlled by servo motor, positioning precision
is up to 0.005mm.
2. Both table of material feeding end and pulling end is lifting synchronously, pneumatic cylinder pushes high
precision slidingrail to do vertical motion, in order to meet target of non-touch completely between band
material moving side and lower moldsurface.
3. Clamp applied with structure of double decks in gate shape, to clamp both sides of band material, to enhance
percentage of good quality, moving route of band material offers more better guiding track, it's available for
functions of material pulling by single band material, double band material or muti-band materials for injection
molding process synchronously.
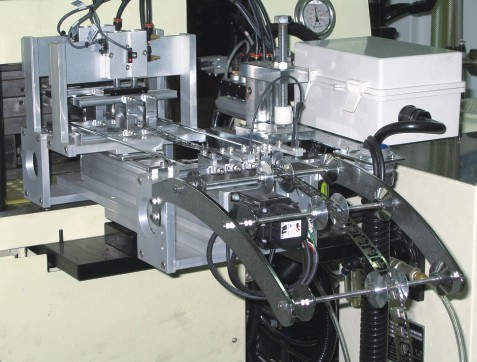
4. Each section of puller with monitoring detecting system individually, there are extra fuctional detection of wrong
materialpulling, short of material supply. To meet performance of completed automation.
5. The machine operation is very simple, equipped with clear, simple computerized LCD control screen, it's able to
input& change parameter of various product sepcification for production freely, to enhance upgrade of
production capacity.
|
Model |
Material Width (mm) |
Pulling Length (mm) |
Amount of pulling each time |
Direction |
Pulling Height (mm) |
|
SNX-200 |
120 |
0~200
|
1 |
Left to Right |
135~175 |
|
SNX-202 |
70 |
2 |
|||
|
SNX-250 |
120 |
0~250
|
1 |
||
|
SNX-252 |
70 |
2 |
|||
|
SNX-300 |
120 |
0~300
|
1 |
||
|
SNX-302 |
70 |
2 |

